
Токарная обработка металла
Токарная обработка металла выполняется нашими мастерами на протяжении длительного времени. Нами используется современное оборудование и резцы из качественных сплавов, что позволяет добиться получения изделий мирового уровня. Мы готовы предложить выполнение токарных работ любой сложности по приемлемой стоимости с гарантиями.

Специфика токарной обработки металла
Токарная обработка металла представляет собой методику, подразумевающую использование резания в процессе изготовления деталей. Работы выполняются на металлорежущем оборудовании, относящемся к токарной группе, и выполняются посредством валов, пальцев, колец и фланцев. Этот тип работа прекрасно себя зарекомендовал при обработке конических, внутренних, цилиндрических, наружных, торцевых и фасонных поверхностей. Вместе с этим он подходит для вытачивания канавок с пазами и нарезания внутренней и наружной резьбы. Токарная обработка в некоторых ситуациях может уступать пескоструйной обработке металла.
Токарная обработка металла: виды обработки
Токарная обработка металла бывает нескольких видов:
- Обточка;
- Подрезка;
- Резка металла;
- Расточка.
С помощью обточки выполняется наружная обработка, посредством резки заготовки разделяются на части или напротив, отделяются от заготовок готовые детали. Посредством подрезки обрабатываются плоские торцевые поверхности, а с помощью расточки осуществляется обработка внутренней поверхности изделий.
Виды токарных станков для обработки металла
Токарная обработка металла используется при необходимости получения деталей, являющихся телами вращения. Процедура точения предусматривает использование токарных станков винторезного и простого типа, а в качестве основного инструмента выступают резцы.
Простые станки, отличаются от оборудования винторезного типа, разновидностью резцов, в особенности при подаче в автоматическом продольном режиме. Если необходимо получить детали моделей, то допускается использование токарно-винторезных, настольных, прецизионных, винторезных и часовых станков.

Особенности конструкции резцов для обработки металла
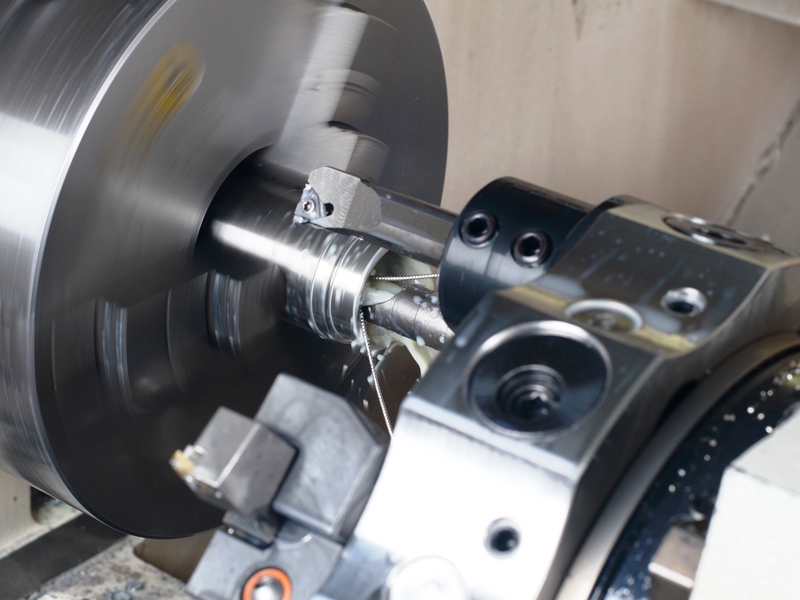
Токарная обработка металла подразумевает точение, выполняемое посредством резцов, закрепляемых на суппорте в районе резцедержателя. С помощью подкладок резец монтируется своей режущей кромкой непосредственно напротив центра вращающейся детали. Когда резец подаётся к центру суппортом, он снимает стружку, сходящую по передней резцовой поверхности. В случае движения суппорта параллельно детали стружка снимается в строгой последовательности по всей длине обрабатываемой детали. Заточка резцов осуществляется на заточных станках, от того, насколько правильно она произведена, зависит общая производительность, а также степень чистоты обрабатываемой поверхности.
Токарная обработка металла требует контроля качества, это касается, в том числе и углов заострения резцов, которые различны для разнообразных материалов и проверяются специальным шаблоном.
Процедура проверки угла заострения предполагает установку шаблона перпендикулярно основной режущей кромке, при этом задний угол, должен лежать в пределах 8 — 12° и определяется крепостью материала.
Что касается формы резцов используемых в процессе точения, то она определяется видом работы, при этом название резцов указывает на область применения. Помимо суппортных резцов в моделировании предусмотрено использование ручных инструментов этого типа, применяемых в работе на подручнике. Они выглядят как стальные стержни с круглым сечением и вставляются в ручку, с их помощью выполняется любая токарная обработка металла в моделировании.
С их помощью намного проще придавать сложную форму деталям маленького размера из цветных металлов, однако они не столь устойчивы при обработке стальных заготовок. В качестве материала для их изготовления применяется инструментальная быстрорежущая сталь наряду с пластинками сверхтвёрдых сплавов.
Скорость резания деталей зависит от обрабатываемого материала, к примеру, мягкая сталь может быть обточена в течение 45 минут, стальное литьё в течение получаса, а серый чугун всего за 26 минут. В это же время алюминиевые сплавы обрабатываются в течение 250 минут, а электрон и вовсе за 400 минут, что касается латуни с бронзой, то для их обработки достаточно 70 – 110 минут.
Крепление деталей для обработки металла
Токарная обработка металла подразумевает правильное крепление деталей, для чего предусмотрено несколько способов. Если речь идёт о патроне с тремя кулачками, то есть планшайбе, то данный способ крепления актуален в случае обработки сложных деталей. Если необходимо изготовить валы, то крепление предусмотрено в центре с использованием поводкового хомутика. В это же время зажим мелких деталей осуществляется посредством цанги.
В процессе обработки предусмотрено использование давления, что позволяет получать разнообразные детали из листового металла. С целью оказания давления применяются болванки, выточенные из металла, при этом их профиль в точности соответствует внутреннему контуру детали.
Выдавливание при токарной обработке
Токарная обработка металла предполагается следующую последовательность действий при давлении. Первым делом заготовка прижимается центральной частью задней бабки к болванке при помощи прижима, после чего она при помощи смазочного масла обжимается по вращающейся болванке в направлении от центра к краю. В процессе давления материал приобретает избыточную жёсткость, чтобы предотвратить его разрыв необходимо его отжигать. Когда выдавливание завершается лишний материал обрезается с краёв специальными резцами.
Чтобы токарная обработка металла была эффективна необходимо соблюдение ряда условий:
- Большая твёрдость режущего материала;
- Высокая теплостойкость и износостойкость режущего материала;
- Низкая степень хрупкости режущего материала;
- Высокая механическая прочность режущего материала.
Всем этим параметрам соответствует углеродная, легированная инструментальная сталь, а также металлокерамика и металлокерамические сплавы.
